来源:www.sujiaopeise.cn 发布时间:2017-05-11 14:55:53 点击次数:
2471
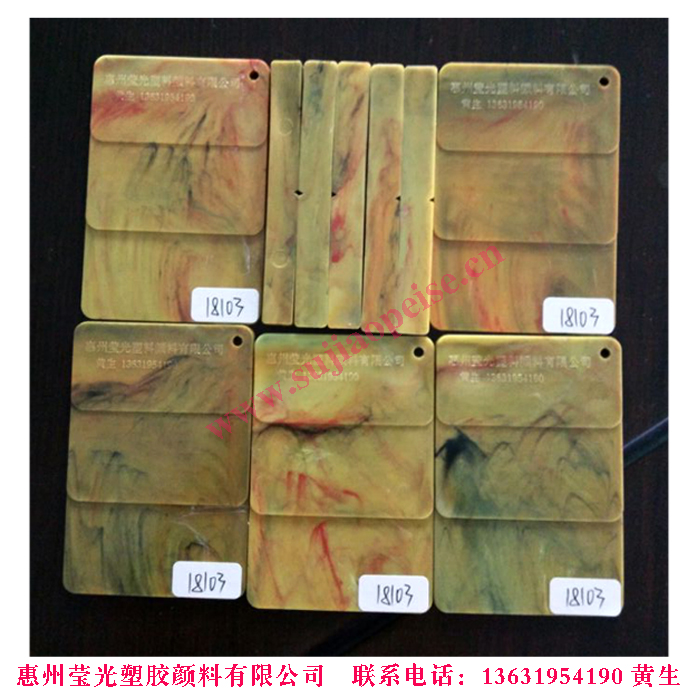
惠州莹光塑胶色母有限公司生产各种流纹木纹色母,广泛用于PP,TPE,TPR,TPU,PVC,PE,EVA等材料中, 本公司专业生产各种载体彩色母粒和各种功能母粒、食品级色母、特亮夜光色母粒,光扩散色母,增白母粒,高光特黑母粒,PP专用高光高黑母粒等产品均符合SGS检测报告,可应用于塑胶包装,注塑,挤出,拉丝,吹膜及家电外壳,鞋材,出口玩具等领域;本公司可根据客户的材料产品要求量身订做各种载体高难度特殊效果色母粒,欢迎朋友们来电咨询!
射出机流纹操作方法
1. 加工温度:使用流纹色母时,请务必记得启动射出之冷却系统(water cooiling system)。
2. 倘若你的射出机型有5段温度设定,第3,4,5段之温度设定必须相同,射出的产品若无流纹效果(表示色母已完全融解,以致无法现出纹路效果),请试着调降你的加工温度。
3. 2.射出压力(背压):开始操作时,背压需为0,成品上若有粒状色母呈现,表示色母未适当融解,则试着调高射出机之加工温度,(每次调整以3-5度为原则),假使仍无法改善,再增加背压,背压调整后,反而色母融解过头导致硫纹效果不明显时,则再调整背压
4. 3.射出速度:设定射出速度时,第一段的射速必须低于第二段的速度,使得第二段的产生推力推进第一段。在射出口附近无法产生硫纹效果时,请调降射出速度。
5. 4.进胶点(灌点)大小:进胶点之大小也会影响硫纹效果。关于小样产品之进胶点,建议宽度加宽而非加大,呈“l”或是“—”字而非“.”字型,产品之纹路效果较好,进胶点较小者,需调亮第二段之射出速度,反之则调低第二段之射出速度。
6. 加工温度设定参考表:(括号内是以本公司3.50Z的射出机台模具制作之参考值):(见附本)
注意:
7. 1.关于轴心转速的设定,软胶级需设定慢速,硬胶级硫纹需设定中上的转速。
8. 2.当硫纹的纹路效果调整出来后,较低的加工温度可产生较粗的纹路效果,反之,较高的加工温度可产品较细的纹路效果。
9. 3.射出机因为有料停在料管之情形,所以加工温度设定较压出机为低
10. *实际操作温度会因原料种类,机型使用之模具而有所差异。*因客人注塑机加工温度段长短不一致,硫纹效果根据个人喜欢可调节射压或背压获取满意的效果。
上一片:流纹色母18102
下一片:流纹色母18105

